车站小于1Ω综合接地网水平接地极和垂直接地极熔模焊接施工子子
我们专业承接车站小于1Ω综合接地网水平接地极和垂直接地极熔模焊接施工,深耕珠三角及周边地域(佛山、惠州、清远等),严格引用《GB50057-2010 建筑物防雷设计规范》、《DL/T 621-2019 交流电气装置的接地》、《GB50169-2016 电气装置安装 接地装置施工及验收规范》、《TB 10008-2015 铁路电力设计规范》等国家及行业专项规范,专注车站场景适配,核心开展接地系统组件间水平接地极和垂直接地极焊接作业,严格把控焊接质量,确保综合接地网接地电阻严格控制在小于1Ω,保障车站电气系统稳定、安全运行。
地域适配与核心需求
佛山、惠州、清远等珠三角及周边地域,车站(高铁站、客运站等)建设密集,作为人员流动量大、电气设备集中的核心交通枢纽,其综合接地网的可靠性直接关系到乘客人身安全和车站系统稳定运行。车站小于1Ω综合接地网水平接地极和垂直接地极熔模焊接施工是综合接地网建设的核心关键环节,核心需求是通过规范的熔模焊接工艺,实现水平接地极与垂直接地极的可靠连接,确保接地系统导电顺畅、接地电阻≤1Ω,规避因焊接质量问题导致的接地失效、电气隐患,为车站安全运营筑牢接地防护基础。
核心概述-工程核心要点
车站小于1Ω综合接地网水平接地极和垂直接地极熔模焊接施工,核心是采用放热焊接工艺,完成接地系统组件间水平接地极与垂直接地极的焊接作业,全程遵循国家及行业专项规范,聚焦车站场景严苛要求,严格把控焊接流程、模具处理、质量检测等关键环节,杜绝焊接缺陷,确保焊接接头导电性能优良、连接牢固,最终实现综合接地网接地电阻小于1Ω的设计标准,保障接地系统长期稳定可靠。
核心施工工艺(放热焊接,规范操作)
本工程核心采用放热焊接工艺,适配车站小于1Ω综合接地网施工需求,放热焊接形式主要分为“一”字型焊接、“T”型焊接和“十”字型焊接,具体焊接操作流程严格遵循规范要求,分6个核心步骤,确保焊接质量达标:
放热焊接操作流程(规范步骤,严控细节)
1. 焊接前准备:使用加热工具干燥模具,驱除模具内水气,防止因模具含有水分影响焊接质量,确保模具干燥无杂质;
2. 模具清洁:使用软毛刷或其他软性物品清洁模具内部及接触面,去除灰尘、杂质,避免杂质影响焊接接头的平整度和导电性;
3. 模具固定:夹紧模具并仔细检查模具接触面的密合度,确保无缝隙,防止作业时铜液从缝隙处渗漏,影响焊接效果;
4. 模具夹检查:模具夹用于开合模具,其紧密度直接影响熔接效果,熔接开始前需认真检查模具夹,做好适当调整,确保夹紧到位、密合良好;
5. 模具调节:安装调节模具夹,将模具夹的密合度与模具的密合度调整到最佳状态,为后续熔接作业奠定基础;
6. 熔接与清洁:通电进行放热焊接,确保熔接充分、均匀,焊接完毕后及时清洁模具,清除模具内遗留矿渣,便于后续重复使用。
焊接质量控制(严格把关,杜绝缺陷)
小于1Ω人工地网熔模焊接质量直接决定接地系统的可靠性,良好的熔接效果需满足:熔接完成后,连接头表面光亮,无贯穿性气孔,切开检验剖面无贯穿性气孔或瑕疵。结合施工经验,影响熔接效果的核心因素为湿气(水气)和清洁程度,针对性采取以下质量控制措施,严格遵循规范要求:
湿气防控措施
熔模、焊剂、连接体(水平接地极、垂直接地极)在使用前,必须用烘干箱或喷灯予以加热,彻底驱除内部及表面附着的潮气,避免湿气在熔接过程中产生气孔,影响焊接质量,确保熔接接头致密、导电良好。
清洁控制措施
1. 被熔接物清洁:凡附着于水平接地极、垂直接地极表面的尘土、油脂、镀锌层、氧化膜等,熔接前必须完全去除,确保被熔接表面光亮、无杂质,保障熔接紧密性;
2. 模具清洁:熔模内遗留的矿渣需及时完全清除,每次熔接后趁熔模未冷却时,利用自然性毛刷(不可用塑胶毛刷)及布轻挖轻拭除去,避免矿渣冷却后硬化难以清除,导致后续熔接接头表面不平滑、不光亮;
3. 规格适配:若接地棒的口径小于熔模口径,易导致铜水泄漏,无法保证熔接质量,此时需利用铜带包扎接地棒的末端,进行规格适配补救,确保铜液不泄漏、熔接充分。
工程核心优势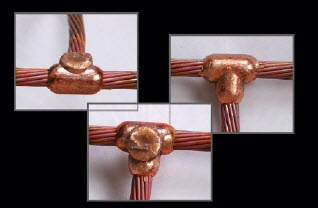
1. 规范合规:全程严格引用国家及行业专项规范,所有车站小于1Ω综合接地网水平接地极和垂直接地极熔模焊接施工环节符合《GB50057-2010》《TB 10008-2015》等标准,确保工程达标、合规验收;
2. 地域适配:深耕佛山、惠州、清远等珠三角及周边地域,熟悉各地车站施工环境、地质条件,结合地域气候特点(如潮湿天气),优化焊接工艺,针对性防控湿气隐患,适配不同车站场景需求;
3. 工艺专业:专注放热焊接工艺,精通“一”字型、“T”型、“十”字型焊接操作,严格把控焊接流程和质量控制要点,确保焊接接头达标,保障接地电阻小于1Ω;
4. 质量可控:建立全流程质量管控体系,从模具干燥、清洁,到熔接操作、接头检验,每一步均严格核查,杜绝贯穿性气孔、铜液泄漏等焊接缺陷;
5. 全流程服务:提供从现场勘测、方案设计、规范焊接施工,到焊接质量检测、后期维护的一站式服务,覆盖车站小于1Ω综合接地网水平接地极和垂直接地极熔模焊接全生命周期。
行业应用场景
重点适配佛山、惠州、清远等珠三角及周边地域,广泛应用于各类车站(高铁站、客运站、城际车站等),承接车站小于1Ω综合接地网水平接地极和垂直接地极熔模焊接施工全流程服务,涵盖接地系统组件间水平与垂直接地极焊接、焊接质量检测、缺陷整改等,适配车站综合接地网建设、改造等各类需求,为车站电气安全运营提供专业、规范、可靠的焊接解决方案。
上一篇:地铁站小于1欧姆综合接地网工程-高铁站小于1欧姆联合接地人工地网工程
下一篇:高铁站小于1Ω综合地网引出线安装施工-人工联合地网接地引上线安装
返回列表